Automatic Shop-Primer Paint Machines
Sheet and profile-type materials, after blasting, begin to re-oxidize within approximately four hours in enclosed environments. Therefore, material coming out of the automatic sandblasting line must be coated with a fast-drying (shop-primer) paint and dried without delay. Our Automatic Shop-Primer Booths provide significant savings in time and paint consumption compared to conventional manual painting methods.
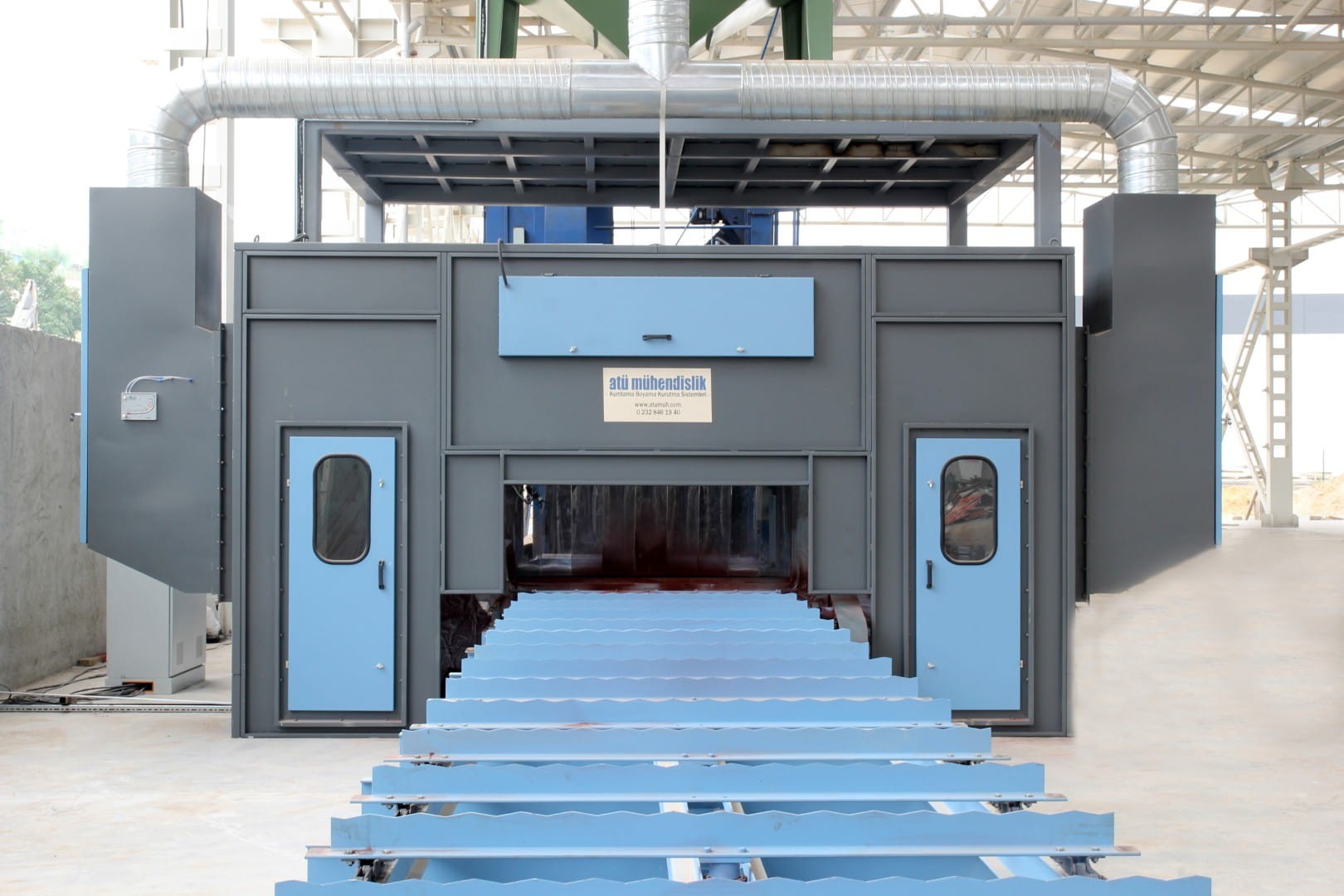
Automatic shop-primer machines, designed to work in integration with sheet metal and profile sandblasting machines, consist of five main sections.
- Roller Conveyors
- Spraybooth
- Dust Collection & Filtration System
- Paint Kitchen
- PLC Automation
If necessary, preheaters, dryers, and horizontal transfer lines can also be added to the system.
1. Roller Conveyors
Spraybooth loading conveyor is installed to and driven by the exit roller of preceding automatic sandblasting unit. Unloading pallet conveyor has its own drive unit with frequency speed control.
2. Spraybooth
The booth where painting is performed includes spray guns and adjustment systems, linear motion carrier mechanisms, and a transfer drum. It also contains a ventilation system and desludge tank.
3. Dust Collection & Filtration System
During application, heavy paint particles are collected in the desludge tank while lighter particles are absorbed through paint-stop filters located on the booth’s side walls. Filter contamination levels can be monitored via an external indicator. In the cartridge filter unit where fine paint dust is filtered, cartridges are cleaned by a sequential jet-pulse system.
4. Paint Kitchen
The system consists of a 200-liter capacity AISI 304 stainless steel paint preparation tank with pneumatic mixer, pneumatic paint pump, valve manifold, pressurized paint hose lines, and airless spray guns.
5. PLC Automation System
Sensors positioned at the booth entrance automatically measure the height and width of the workpiece. Painting begins when the control system detects that the part has reached the spray gun alignment and automatically stops once the passage is completed. This structure ensures controlled and economical paint consumption.
All motors used in the system (AC, Servo, Step) are frequency-controlled. Thus, conveyor speed, spray gun motion, and linear movement systems can be precisely adjusted according to workpiece characteristics.